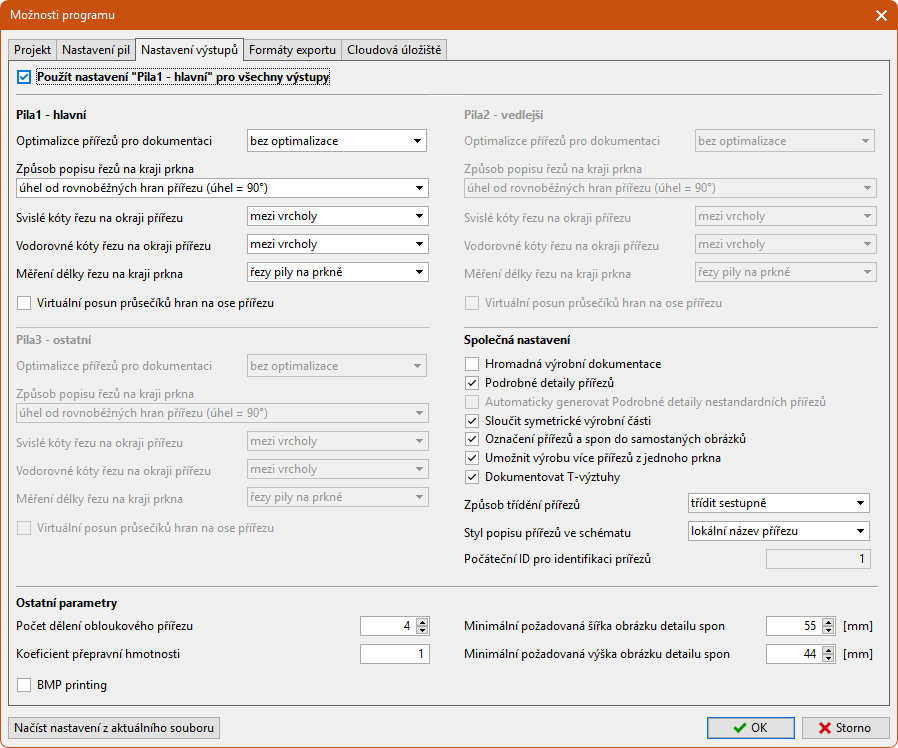
Nastavení výstupů
Tato část ovlivňuje podobu výrobní dokumentace. Obsahuje nastavení týkající se kótování přířezů v řezném plánu či způsob třídění seznamu přířezů.
Horní část záložky obsahuje volby týkající se kótování a popisu geometrie přířezů ve výrobní dokumentaci. Pokud je zaškrtnuto nastavení "Použít nastavení "Pila1 - hlavní" pro všechny výstupy", definuje se způsob popisu pro celou dokumentaci společně, bez ohledu na následné rozdělení přířezů do seznamů pro jednotlivé pily. V opačném případě je možné nastavit způsob popisu samostatně pro každou pilu samostatně. Značení pil odpovídá záložce "Nastavení pil".
Položka "Optimalizace přířezů pro dokumentaci" umožňuje zvolit, zda se mají dílce v dokumentaci zobrazovat v poloze odpovídající umístění ve vazníku (varianta "bez optimalizace") nebo zda se má jejich natočení zoptimalizovat s ohledem na použitý typ CNC pily. V rámci optimalizace dochází k otáčení či zrcadlení dílce tak, aby výsledná poloha bylo pro pilu nejpříhodnější. Optimalizace přizpůsobuje natočení dílce limitům jednotlivých kotoučů čtyřkotoučových pil, redukuje čas nastavení správné polohy pro řezání a minimalizuje vznik odřezků, které se mohou ve výrobním zařízení vzpříčit. Jednotlivé druhy optimalizace jsou vždy pojmenovány dle typu pily, pro kterou jsou určeny.
"Způsob popisu řezů na kraji prkna" slouží k volbě konvence pro kódování řezných úhlů. Dostupné jsou následující možnosti:
Nezobrazovat |
|
|
Úhel od rovnoběžných hran přířezu (úhel = 90°) |
|
|
Úhel od kolmice rovnoběžných hran přířezu (úhel = 0°) |
|
|
Protokol pily Stromab CT600/CT800) |
|
|
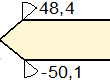
Úhel od svislice, vrchní odklon kladný "do" přířezu (+/- 90°) |
|
|
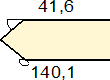
Úhel od vodorovné, kladný "do" přířezu (úhel = 90°) | |
|
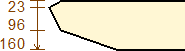
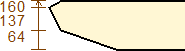
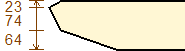
Položka "Svislé kóty řezu na okraji přířezu" ovlivňuje kótování průsečíků koncových řezů po výšce přířezu. Pokud je výstupní dokumentace barevná, zobrazují se tyto kóty hnědou barvou. Dostupné jsou následující možnosti:
Nezobrazovat |
|
|
Od horního okraje |
|
|
Od spodního okraje |
|
|
Mezi vrcholy |
|
|
Nastavení "Vodorovné kóty na okraji přířezu" slouží též ke kótování průsečíků řezů na konci přířezu, ale vztahuje se k vodorovným kótám. Pokud je výstupní dokumentace barevná, zobrazují se tyto kóty modře. Rozsah voleb odpovídá rozsahu pro svislé kóty.
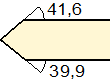
"Měření délky řezu na kraji prkna" umožňuje u každého koncového řezu zobrazit jeho délku. Pokud je výstupní dokumentace barevná, zobrazují se tyto délky fialovou barvou. K dispozici jsou následující možnosti:
- nezobrazovat - u řezu se žádná délka nezobrazuje
- krajní hrany přířezu - zobrazuje se délka daného řezu na výsledné geometrii přířezu
- řez pily na prkně - zobrazuje se délka, která odpovídá délce řezu v daném směru na celém prkně
- hrany a řezy pily - zobrazují se obě hodnoty
 Varianta "hrany a řezy pily"
Varianta "hrany a řezy pily"
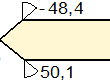
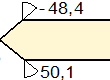
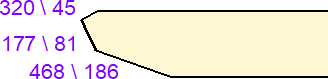
Pokud je zaškrtnuto nastavení "Virtuální posun průsečíků hran na ose přířezu", program vypisuje u konce přířezu vzdálenost mezi průsečíky řezů s osou dílce. Tato hodnota se využívá například při ručním nastavení čtyřkotoučových pil.
 Virtuální posun průsečíků
Virtuální posun průsečíků
Společná nastavení
V této části jsou následující nastavení:
- Hromadná výrobní dokumentace - je-li nastavení zaškrtnuto, program vytváří jeden seznam přířezů pro celou konstrukci. Pokud se ve více vaznících objeví dílce se shodnou geometrií, jsou sloučeny a je jim přiřazeno jedno ID. Pokud toto nastavení není zaškrtnuté, program vytváří seznam přířezů samostatně pro každý vazník
- Podrobné detaily přířezů - Toto nastavení rozkreslí detaily přířezů na celou šířku stránky, takže jsou lépe čitelné. Zároveň dojde k seskupení dílců, které mají shodné úhly a liší se pouze v celkové délce. Pro takové skupiny dílců se vykresluje pouze jeden detail a jednotlivé délky jsou vypsány v tabulce pod obrázkem.
- Automaticky generovat Podrobné detaily nestandardních přířezů - Pokud je toto nastavení zaškrtnuté, program ve výrobní dokumentaci vytváří pro nestandardní přířezy podrobnou dokumentaci (dílec je dokumentován na celou šířku tiskové strany). Mezi nestandardní přířezy patří dílce s více než dvěma řezy na konci, s konkávně uspořádanými řezy a obloukové dílce. Toto nastavení je dostupné pouze pokud není zaškrtnutá volba "Podrobné detaily přířezů".
- Sloučit symetrické výrobní části - toto nastavení se využije u konstrukcí, které mají dvě symetrické výrobní části. Pokud je zaškrtnuto, program vytváří výrobní dokumentaci pouze pro jednu z nich, avšak s dvojnásobným počtem.
- Označení přířezů a spon do samostatných obrázků - Pokud je zvolena "Hromadná výrobní dokumentace", toto nastavení sloučí schémata označení dílců a styčníkových desek do jednoho obrázku.
- Umožnit výrobu více přířezů z jednoho prkna - je-li nastavení zaškrtnuté, program skládá více dílců do jedné skladové délky tak, aby se minimalizoval odpad. Rozmístění dílců do jednotlivých prken je zobrazeno ve výrobní dokumentaci v části "Prkna" - "Skladba přířezů". Slučování více dílců do jednoho prkna se provádí vždy samostatně pro jednotlivé vazníky. Ani v případě "Hromadné výrobní dokumentace" se nekombinují dílce z více vazníků v jednom prkně.
- Dokumentovat T-výztuhy - nastavení, které určuje, zda budou dřevěné prvky tvořící T-výztuhy součástí výrobní dokumentace nebo nikoliv.
- jedinečné označení ID - jednotlivé přířezy jsou označeny jednoznačným numerickým identifikátorem.
- lokální název přířezu -
- oba popisy současně -
Položka "Počáteční ID pro identifikaci přířezů" je dostupná pouze v případě, že je zvolen styl popisu přířezů "jedinečné označení ID". Umožňuje zadat, jakou hodnotou má začít číslování ID. Nastavení je možné využít při výrobě například pro odlišení dílců z různých projektů.
Ostatní parametry